Бесконечный слиток
И вот тяжелый ковш, вмещающий добрую сотню тонн стали, величественно плывет под сводами цеха.
«Сталь идет!» — говорят в таких случаях в цехе, и это звучит не менее величественно, чем слова «Чугун идет!» — у домны.
Вот ковш над изложницами — огромными чугунными сосудами, вмещающими по нескольку тонн стали. Они готовы принять металл. Их внутренние поверхности тщательно очищены стальными щетками, обдуты воздухом, смазаны особым составом. Огненная струя устремляется в изложницу.
Сталь застывает. Она застывает медленно: ее теплопроводность — нам это уже известно — в десять раз ниже, чем у меди, в шесть раз ниже, чем у алюминия. Не быстро проходит огромное количество выделяющегося при ее кристаллизации тепла через уже застывшие слои металла.
Кристаллизация стали начинается на периферии, с поверхности металла, прикоснувшегося к металлу изложницы. Здесь возникает корка мелких, хаотически расположенных кристаллов. От этой корки уже начинают расти со всех сторон слитка к его середине крупные, хорошо ориентированные кристаллы металла. К середине сталкивают они все посторонние примеси. И здесь, в связи с тем что при застывании сталь уменьшается в объеме, образуется усадочная раковина, слабина, область ослабленного и загрязненного металла.
Хитроумными ухищрениями удается перенести большую часть усадочной раковины в верхнюю часть слитка. А ее, перед тем как пустить слиток в прокатку, отрезают и отправляют на переплавку. Приходится обычно отрезать и отправлять на переплавку и нижнюю часть слитка. Таким образом до 10–15 процентов стали приходится возвращать в мартен. Пятнадцать тонн из каждых ста тонн выплавленной стали!

Пятнадцать процентов на переплавку — это ужасно!
Это дорого да и не очень удобно. И на наших заводах внедряется сейчас новый способ разливки стали — непрерывная разливка.
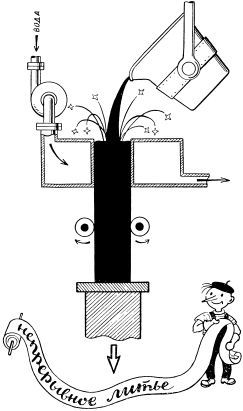
Ковш с жидким металлом останавливается не над изложницей, а над специальным разливочным устройством. В какой-то степени оно подобно бункеру, из которого дозаторы равномерно непрерывной струйкой выдают сыпучий материал. Здесь этот материал — жидкая сталь. Отсюда она поступает в кристаллизаторы.
Кристаллизаторы — это квадратные ящики без дна и крышки, зато медные стенки их сделаны двойными и между ними непрерывно циркулирует охлаждающая вода. Вместо дна в кристаллизаторах вставлены куски стали же — так называемые затравки. Вот на них-то и изливается металл.
Соприкоснувшись с медными стенками кристаллизатора, сталь мгновенно покрывается тонкой корочкой застывшего металла. А затравка начинает опускаться. С ней вместе движется и только что образовавшийся стальной кулек — тонкая пленка твердого металла, содержащая внутри жидкую сталь. Но все толще и прочнее становятся стенки этого кулька, и когда металл выходит из кристаллизатора, они уже достаточно прочны, чтобы удержать, не разлить жидкое содержимое. И тут на их еще белые, пышащие жаром стенки обрушивается дождь мелких водяных брызг — затвердевает весь объем слитка.
И тогда рядом с непрерывно растущим слитком появляется газорезка. Острое лезвие пламени, опускаясь вместе со слитком, отрезает от него кусок длиной метра в два. Стальные руки специальных кантователей бережно подхватывают его и подают на транспортер. Всего пятнадцать минут назад бывший жидкой сталью в ковше слиток готов поступать в валки прокатного стана.
Слиток этот непохож на полученный в изложнице. У него нет усадочной раковины. От него не надо отрезать куски в переплавку. Он превратится в прокат — швеллер, рельс, уголок — в несколько раз быстрее, чем при обычной разливке.
А некоторые отливки и не пойдут на прокат. Ведь кристаллизатору можно придать практически любую форму и сразу получить швеллер, уголок — все, что захочется, устраивало бы только качество металла.
Советский инженер А. Н. Мясоедов предложил конструкцию машины для непрерывной отливки труб, работающей на этом принципе. Кристаллизатор при этом делается круглым, а в центре его сверху спускается внутренний охлаждаемый кристаллизатор. Все остальное целиком и полностью соответствует обычному ходу процесса. Машина Мясоедова предназначена для отливки чугунных труб, но может быть применена и для отливки стальных, медных, латунных и т. д. так же, как и принцип непрерывной разливки может быть применен при производстве самых различных металлов.
Не просто было создать установку для непрерывной разливки. Тысячи опытов пришлось проделать, прежде чем из нее пошел в промышленность первый доброкачественный металл. Это произошло в мае 1955 года в новомартеновском цехе завода «Красное Сормово».
Нельзя сказать, что и сегодня установки непрерывной разливки стали работают идеально, хотя число их за минувшие годы значительно выросло. Нет, конечно, нет! Прежде всего, еще слишком мала их производительность— всего около метра в минуту скорость движения слитка из кристаллизатора. Но ведь и скорость полета первых самолетов составляла всего 40–50 км в час, а сегодня она выросла в 40–50 раз. Вырастет и скорость движения слитка, увеличится и производительность установки. За этим методом разлива стали — большое будущее.
Ворота металла
Да, мимо этой машины нельзя пройти, не заметив ее! Она одна занимает целый гигантский цех, растянувшийся чуть не на полкилометра. Ее главный двигатель имеет мощность в 5–7 тысяч лошадиных сил, а общий вес механизмов составляет 3–4 тысячи тонн.
Это — блюминг.
Блюминг — это ворота, сквозь которые неизбежно проходит весь прокат в стране. Все, что имеется у вас дома, кроме сковородок и чугунов на кухне, — перо в вашей ручке, гвозди, железные детали часов, корпус холодильника, детали замка, коньки, водопроводные трубы, — все сделано из металла, когда-то прошедшего сквозь эти ворота.
Принципиально устройство блюминга как будто бы и не очень сложно. Главное в нем — прокатные валки диаметром иногда свыше метра. На валках выбраны углубления — ручьи. Именно сквозь них проходит прокатываемый слиток. Верхний валок подвижный — он может опускаться и подыматься, увеличивая и уменьшая просвет между валками. К валкам и от них ведут рольганги. Главный пост управления расположен на возвышении перед станом. Здесь находятся два оператора.
Нелегко раскатать огненное тесто.
Вот слиток — прямоугольная, двухметровой длины глыба металла весом в 5, а то и 8 тонн, раскаленная до температуры в 1100–1220 градусов, разбрасывая искры, выползает из нагревательной печи. Ее подхватывают железные катки рольгангов и несут к валкам блюминга. Перед самой заготовкой те приходят в движение и захватывают ее самым широким ручьем. Словно кусок пластилина в пальцах ребенка, сминается металл в железных ладонях блюминга. Летят искры, и с другой стороны валков выходит уже несколько обжатый слиток. Его подхватывают рольганги и относят на некоторое расстояние от валков.
Нет, работа блюминга еще далеко не закончена. Рольганги не уносят далеко слиток. Они вдруг изменяют направление движения и возвращают его к валкам блюминга. Те несколько сдвинулись, просвет между ними стал меньше. И снова обминается податливый металл.
Так происходит несколько раз. Специальные устройства — кантователи — переворачивают слиток с боку на бок, пока его форма не станет строго соответствовать требующейся. Обычно это бывает прямоугольник со стороной от 125 до 450 мм. Впрочем, иногда блюминги прокатывают и слябы — плоские заготовки толщиной в 75—125 мм, шириной от 400 до 1600 мм.
Но вот требующийся профиль получен. Рольганги относят прокатанный слиток, ставший вдруг неожиданно длинным, в другой конец цеха. Здесь гигантские ножницы отрезают от него концы, которые тут же специальный конвейер уносит на переплавку, и разрезают его на части требующейся длины.