Множество машин и механизмов помогают в работе литейщикам. Есть специальные машины, приготовляющие земляную смесь. Есть машины — и гигантские машины! — для формовки отливок. Так, на Уралмашзаводе работает пневматическая формовочная машина грузоподъемностью в 40 тонн. Там же работает вибрационная решетка, на которой производится выбивка форм, изготовленных на 40-тонной машине. Кстати, применение ее повысило производительность труда в 20 раз.
И все-таки как бы хорошо было обойтись без всех этих побочных операций — без приготовления земляной и стержневой смесей, без пыльной выбивки опок и пескоструйной очистки.
Мы на первом в мире советском заводе-автомате, выпускающем автомобильные поршни.
За плавильной печью на этом заводе стоит литейная машина. Через каждые несколько секунд под отверстие ее дозатора подходит раздвижная форма — кокиль. Эта форма напоминает две сложенные вместе ладони. В них из дозатора выливается точно рассчитанная порция металла. Не пролив ни единой капли, несет форма застывший металл, потом разъединяется на две половины. Готовую отливку подхватывает механическая рука и ставит на транспортер.
Ладони, только что бережно сформовавшие отливку, возвращаются назад, к дозатору. Специальные механизмы обдувают их для охлаждения сжатым воздухом, смазывают специальным веществом, чтобы увеличить их стойкость. И снова они складываются вместе, готовые принять новую порцию металла…
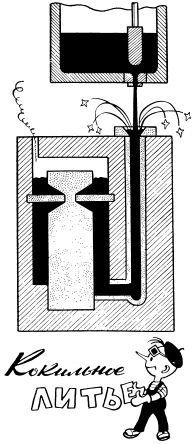
Это кокильное литье, литье в постоянные формы. Оно уже широко применяется в нашей стране и не только для получения цветных отливок. В металлических формах отливают и чугун и сталь.
Достоинство литья в кокиль — в первую очередь в возможности обеспечить высокую производительность литейного процесса. Кокильное литье легко механизировать и автоматизировать, что мы и видели на первом в мире заводе-автомате. Да и отливка получается куда лучшего качества, чем при литье в землю. Недостаток в том, что в. тех случаях, когда надо получить всего одну-две отливки, применить его нельзя. Слишком уж дорого стоит изготовление разъемной металлической формы. Ее целесообразно делать, только имея целью применить много раз подряд, в серийном или массовом производстве.
К сожалению, литьем в кокиль не удается получить отливок с очень тонкими стенками: металл застывает, не заполнив их до конца. Чтобы прогнать туда металл, надо его подать под большим давлением.
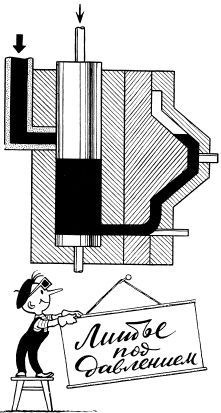
При литье под давлением кокиль соединяется литниковой системой с камерой сжатия, в которой ходит поршень. Вот он поднялся, и эту камеру заполнил металл. Поршень энергично, с большой скоростью и силой давит на металл. Тот устремляется в кокиль и заполняет все его самые тонкие щели. Еще бы, ведь давление достигает тысячи атмосфер! Воздух, заполнявший кокиль, уходит из него в прямо-таки микроскопические щели толщиной в доли миллиметра. Даже подаваемый под таким большим давлением металл не может проникнуть в них.
Отлитые этим методом детали имеют чрезвычайно точные размеры, чистую поверхность. По большей части они не требуют никакой дополнительной обработки.
К сожалению, этим способом еще не научились делать отливки черных металлов: нет материала, который смог бы работать при высоких температурах и таких же давлениях. Да и цветные отливки удается получать не больше нескольких килограммов весом.
Но это молодой вид литья. У него еще все впереди!
Металлурги-литейщики уже давно заметили, что металл отливки получается более качественным, если его подвергнуть уплотнению, дополнительному сжатию. Одним из способов обеспечить такое сжатие является использование центробежной силы.
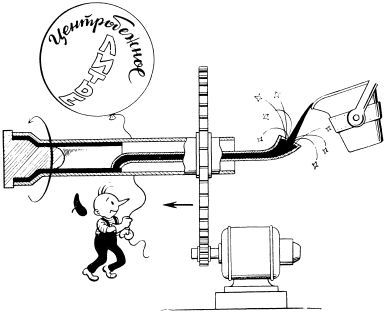
Да, форма, в которую заливают металл при центробежном литье, вращается. Вращаются длинные формы для центробежной отливки чугунных труб, а датчик, по которому в форму вливают чугун, движется внутри ее от края до края. Нельзя вылить металл в одном месте: он может застынуть, не успев разлиться по всей форме. Вращаются и узкие формы для центробежной заливки подпятников крупных турбин. Что же при этом происходит?
Центробежная сила отжимает к периферии тяжелый чистый металл. Все включения, пузыри, посторонние примеси оказываются выброшенными в центральную полость. И металл получается очень прочным, качественным.
Небольшие отливки высокой частоты из черных металлов можно получить литьем по выплавляемым моделям.
Сущность этого способа состоит в том, что модель делается из легкоплавкого воскообразного вещества. Таких моделей может быть очень много — если сделана для них форма, их изготовить очень легко. «Восковые» модели присоединяются к такому же «восковому» литнику. Затем их обсыпают специальной формовочной смесью, содержащей связующие вещества, например жидкое стекло. После того как обсыпка застынет на воздухе, их погружают в горячую воду. «Воск» плавится и вытекает из форм. Их прокаливают, и они готовы для заливки металлом. Чаще всего— цветным металлом или сплавом.
Таким способом можно получить любую, сколько угодно сложную отливку. Точность ее будет приближаться к точности отливок, сделанных под давлением.
Литье по выплавляемым моделям — дальний потомок воскового литья. Иначе его называют точным литьем. Оно применяется все шире и шире.
Ворота стали — блюминг, гигантская машина, одна занимающая огромный цех.
Близким родственником этого вида литья является литье в корковые формы.
Металлическую модель изделия укрепляют на металлической плите, нагретой до температуры 200–250 градусов. И этой плитой накрывают бункер с формовочной смесью. Затем бункер переворачивают, так что формовочная смесь засыпает модель. Эта формовочная смесь имеет в своем составе небольшое количество порошка особой искусственной смолы — пульвербакелита. Пульвербакелит при соприкосновении с нагретой моделью и доской плавится, а затем отвердевает, образуя твердую корку. Когда через несколько секунд бункер переворачивают назад, на поверхности модели остается скорлупка толщиной около сантиметра.
Скорлупку вместе с моделью и плитой помещают на одну минуту в электропечь, нагретую до температуры в 300–350 градусов. Происходит отвердевание состава, после чего его снимают с модели. Так же изготовляют вторую половину формы. Их соединяют, устанавливают в ящик, засыпают землей. Можно производить отливку.
Быстрота, механизируемость этого метода также гарантируют ему все более широкое применение.
В литейном деле используется не только высокое давление, но и высокий вакуум.
В расплавленный металл погружается медная пустостенная форма. Между ее двойными стенками циркулирует охлаждающая вода, а из внутренней полости откачивается воздух и в образовавшийся вакуум засасывается металл. Соприкасаясь с холодными стенками формы, он кристаллизуется. Если теперь снова пустить в форму воздух, металл выльется из нее, оставив застывшую корку у стенок — готовую трубку. Если дать металлу остыть целиком, мы получим отличную отливку. Мы уже говорили о том, как улучшает качество металла литье под вакуумом.
Этот способ также применим пока только для цветных металлов и в массовом производстве.
Вот каким разнообразным стало древнее литье! Оно поставило себе на службу и высокие давления, и вакуум, и центробежную силу, и свойства пластмасс и смол. И все-таки самым универсальным и сегодня остается литье в землю.
А между тем у него много недостатков. Мы уже говорили о них. Взять хотя бы возню с земляной смесью и с очисткой форм. Но попробуйте представить, каким еще способом можно отлить чугунную деталь гидравлической турбины? Не вытягиванием же в вакуум или выдавливанием в кокиль под давлением!.. Вот и приходится пока мириться со всеми неудобствами этого способа литья. Конечно, только пока… Пока кто-то не придумает другой способ литья — не менее универсальный, но более удобный, производительный, гигиеничный, быстрый.