Тем не менее, все проблемы решить сразу не удалось — разделение предприятий провели недостаточно четко, и как докладывал представитель военной приемки в декабре 1941 года «и сейчас между директорами заводов идут жаркие споры и грызня с ущемлением заказов одного завода другому». Например, большая часть паровозного парка отошла к заводу № 78, руководство которого всячески тормозило внутризаводские перевозки на территории завода № 200. Кроме того, завод № 78 имея большое количество полностью не загруженных работой токарных и небольших карусельных станков, отказывался выполнять на них заказы завода № 200, даже если последний предлагал для этого своих токарей. Такое положение вынудило вмешаться во взаимоотношения предприятий областной комитет ВКП(б) Челябинской области. Наладить нормальное взаимодействие предприятий удалось лишь в начале 1942 года.
Но существовали и другие трудности, затруднявшие производство бронекорпусов и башен КВ-1. Например, для вырезки одного комплекта брони из проката требовалось до 100 баллонов кислорода, а кислородный завод (кстати, на тот момент единственный в Челябинской области) мог поставить заводу № 200 до 130 баллонов в сутки. Лишь к концу года эта цифра возросла до 200–250 штук. Имевшиеся на предприятии три больших карусельных станка для расточки башен и колец башенных погонов могли «выдать» до 40 комплектов в месяц, что не позволяло увеличить производство выше этой цифры.
Возникали проблемы и со сборкой деталей. Так, из-за отмены механической обработки кромок броневых листов перед сборкой (детали поступали на сборку сразу после их раскроя огнерезкой) ухудшилось качество сварных швов. Это было связано с тем, что поверхности не могли нормально зачистить, а зазор между деталями был разным, зачастую достигая 10–12 мм. Кроме того, отмечалось ухудшение состава обмазки электродов из-за низкого качества ее компонентов. Да и квалификация сварщиков оставляла желать лучшего: например, из 78 человек, работавших на сварке корпусов, лишь 7 человек имели 6-й разряд.
Тем не менее, с большими трудностями, завод № 200 до конца 1941 года сумел сдать 55 корпусов и башен КВ-1 (6 в октябре, 18 в ноябре и 31 в декабре, не считая трех собранных в августе). Особенно больших успехов завод № 200 сумел добиться в литье — его мартеновский цех, имевший 4 мартена, позволял получать до 400 тонн жидкого металла в сутки. Это позволило освоить в четвертом квартале 1941 года литье башен для КВ-1 (отлито 99, из них 95 годных), люка-пробки механика-водителя (изготавливалась на 20 мм толще, чем использовавшаяся до этого кованая) и ряд мелких деталей.
Вообще, работы по литым башням и другим бронедеталям для танков начались у нас в стране еще в 1940 году. Видимо, инициатива в этом вопросе принадлежала заместителю начальника бронетанкового управления ГАБТУ РККА военному инженеру 1-го ранга Н. Алымову. Выгоды при изготовлении бронедеталей литьем были очевидны — экономия металла, разгрузка дефицитного прессового и гибочного оборудования, отсутствие сварных швов. Вместе с тем, литые детали имели (по сравнению с изготовленными из катаной брони) и ряд недостатков — возможность наличия скрытых внутренних дефектов в отливке, неравномерность ее по толщине. Для того, чтобы выявить положительные и отрицательные качества литых бронедеталей, в августе 1940 года принимается решение об изготовлении литых башен для тяжелых танков КВ-1. Работы поручались Ижорскому и Мариупольскому заводам, а также специальному техническому бюро (СТБ) под руководством Рудакова. В октябре-ноябре 1940 года эти организации отлили шесть башен и один корпус КВ-1. С 25 января по 5 февраля 1941 года башни испытали обстрелом.
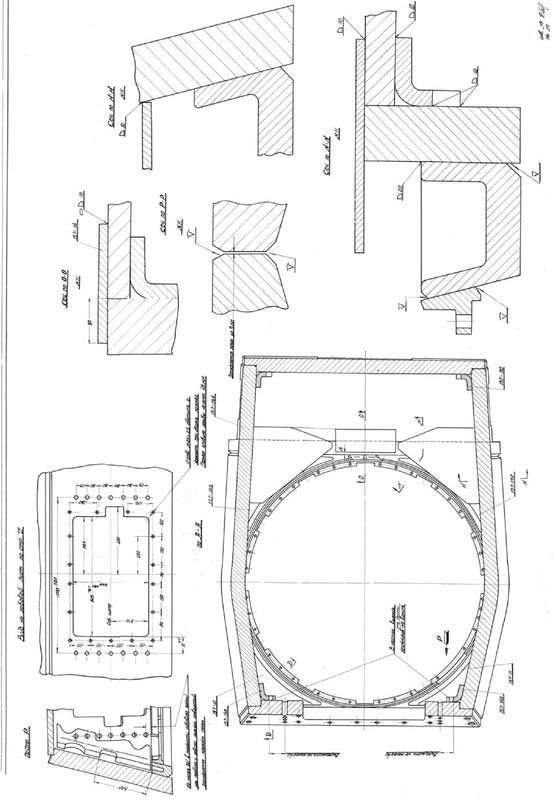
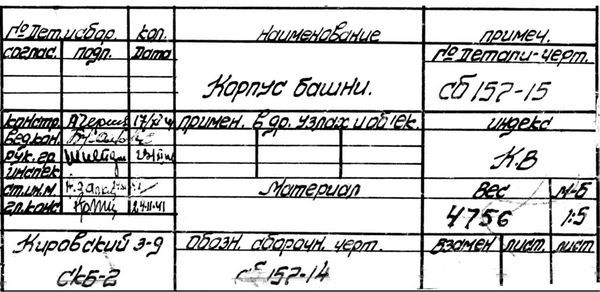
Фрагмент заводского чертежа упрощенной сварной башни, датированный ноябрем 1941 года. На листе есть надпись: «Согласовано с представителями ГАБТУКА на 1942 год. 30.12.41 г.» (АСКМ).
13 марта нарком тяжелого машиностроения А. Ефремов, ознакомившись с полученными результатами, докладывал наркому обороны К. Ворошилову:
«На основании результатов работы комиссии по литым башням, считаю необходимым приступить к серийному производству башен КВ:
а) на заводе № 78 — для КВ-1;
б) на Ижорском заводе и заводе „Серп и молот“ — для КВ-3».
Но эта инициатива не нашла поддержки, и работы по литым башням свернули. Что же касается цельнолитого корпуса для танка КВ, то он простоял на Кировском заводе без движения вплоть до начала войны. Тем не менее, полученный Ижорским заводом опыт пригодился при развертывании выпуска литых башен уже в эвакуации.
Следует сказать, что снарядостойкость литой брони была ниже, чем катаной. Поэтому толщина литой башни танка КВ составляла 100–110 мм, что было эквивалентно 75 мм катаному бронелисту. Однако из-за нарушений технологии литья, отсутствия опыта подобных работ, квалифицированных кадров и необходимых материалов, по снарядостойкости литые башни даже такой толщины уступали сварным.
Оценивая возможности завода № 200, старший представитель военной приемки предприятия военинженер 2-го ранга Н. Пестов писал в своем отчете за 1941 год следующее:
«Недостатки оборудования в механическом цехе намечено покрыть:
1. За счет дополнительного количества станков с разных заводов (Магнитогорский, Кировский, завод № 78 и т. д.);
2. За счет кооперации и изготовления деталей на заводе № 78;
3. За счет уменьшения количества станочной обработки деталей корпуса и перевода их на литье, огнерезку и т. д. На сегодня отменой четвертей в бортовых листах, изготовлением литой пробки водителя, литой башни и другим изменениям, расход станкочасов на один комплект снижен на 180–200 часов…
Участок сборки и сварки корпусов имеет 5 закладочных стендов, и 90 сварочных постов. Сейчас число стендов увеличивается до 10 штук, что дает пропускную способность 6–8 корпусов в сутки. На этом участке для получения 300 корпусов в месяц нужно в основном увеличить количество сварщиков с 80 до 250–300 человек, и количество сварочных постов до 150 штук. Сборка и сварка корпусов вполне освоена…
Броня, поставляемая Магнитогорском и Кузнецком несколько хуже, чем поставлявшаяся ранее Запорожсталью. Причины этого в том, что металл выплавляется в основных мартеновских печах, а не дуплекс-процессом, как это было ранее, что приводит к загрязнению металла. Кроме того, содержание молибдена в металле идет по нижнему пределу, а содержание фосфора (что особенно важно) на верхнем пределе, т. е. 0,03 %, в то время как ранее его было 0,012-0,02 %. Повышенное содержание фосфора объясняется плохим качеством феррохрома, получаемого Магниткой — ниже всяких стандартов по содержанию хрома и выше по содержанию фосфора…
Литье, получаемое в мартеновском цехе завода № 200, удовлетворительного качества. Башни КВ-1 с толщиной стенок в 110 мм дают хороший волокнистый излом и при обстреле дают ПТП выше 720 м/с для 76-мм снаряда».
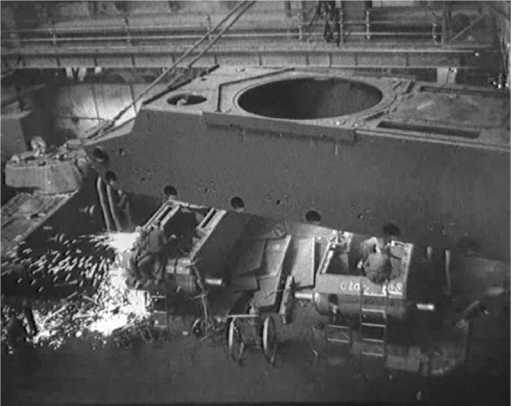
Цех сборки танков КВ-1 на Челябинском Кировском заводе. Апрель 1942 года. Кран переносит бронекорпус, хорошо видны броневые планки для защиты погона башни, крышка люка моторного отделения выпуклая (кадр кинохроники).
В 1942 году выпуск продукции заводом № 200 выглядел следующим образом: январь — принято 53 корпуса и башни, февраль — 60, март — изготовлено 45 корпусов и 50 башен, но по ряду причин военпредом не приняты, апрель — 90 (из них 45 мартовских), май — 77, июнь — 60, после чего завод перешел на выпуск корпусов и башен для КВ-1C. Таким образом, за шесть месяцев 1942 года завод № 200 изготовил 340 броневых комплектов для танков КВ-1. За это же время Челябинскому Кировскому заводу было отгружено 358 корпусов с башнями. Если учесть, что за 1942 год ЧКЗ изготовил 1800 КВ-1, то доля завода № 200 в его обеспечении бронедеталями составит порядка 20 %. А основная масса корпусов и башен для КВ-1 была изготовлена на предприятии, привлеченном к этому уже в ходе войны.