На фирме Миля так же, как и на других вертолетостроительных фирмах, постоянно ведутся работы по совершенствованию конструкции лопастей из композиционных материалов, а также по механизации и автоматизации процессов их производства. Одна из целей этих усилий – снижение стоимости производства композитных лопастей до уровня, сопоставимого со стоимостью производства металлических лопастей.
Для лопастей из композиционных материалов, лонжерон которых представляет собой трубчатую балку с D-образным поперечным сечением, соотношение трудозатрат на изготовление отдельных элементов и на сборку лопасти выглядит примерно так, как показано на диаграмме (рис. 1).
Из диаграммы следует, что лопасть – агрегат, изготавливаемый преимущественно вручную, причем около половины трудоемкости приходится на изготовление лонжерона.
Известны два способа изготовления лонжеронов лопастей – выкладка и намотка.
Многочисленные попытки многих фирм автоматизировать процесс выкладки применительно к лонжеронам лопастей пока не увенчались успехом.
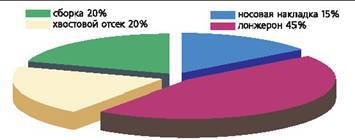
Рис. 1. Распределение трудозатрат при изготовлении элементов и сборке лопасти
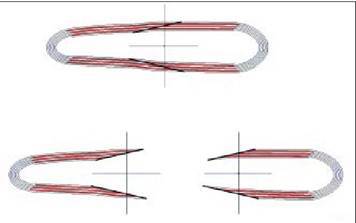
Рис. 2
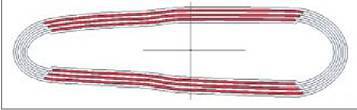
Рис. 3

Фото 1
<b>Таблица. Сравнительная оценка процессов намотки и выкладки</b> | ||
Параметры | Ручная выкладка | Намотка |
Производительность | 3 | 6 |
Прочность изделия | 3 | 10 |
Квалификация формовщика | 10 | 2 |
Сложность изделия | 9 | 4 |
Однородность изделия | 1 | 9 |
<b><i>Оценка в баллах: 10 - наивысшая</i></b> | ||
Изготовление лонжерона методом намотки несколько снижает его долю в суммарной трудоемкости. Однако более важными представляются следующие преимущества применения метода намотки для изготовления лонжеронов лопасти.
В перечне требований, предъявляемых к лопасти несущего винта вертолета, самыми важными являются требования обеспечения необходимой прочности. Если лонжерон лопасти выполнен в виде трубчатой балки, имеющей поперечное сечение 0-образной формы, то при изготовлении его методом выкладки волокна композиционного материала, образующие кольцевой контур, неизбежно должны быть разрезаны. Типовой технологический прием заключается в том, что предварительно изготавливаются две балки С-образного профиля, которые затем соединяются в трубчатый лонжерон, имеющий, как минимум, два продольных разреза (рис. 2). Такой технологический прием противоречит волокнистой структуре композиционных материалов и, безусловно, снижает потенциальную прочность конструкции.
Метод намотки позволяет изготовить монолитную конструкцию без швов и соединений (рис. 3). Вследствие этого при одинаковой массе конструкции мотаные лонжероны обладают более высокими запасами прочности и живучести по сравнению С лонжеронами, изготовленными методом ручной укладки. Это обстоятельство представляется самым существенным аргументом в пользу намотки при сравнении альтернативных вариантов изготовления лопастей из композиционных материалов.
Метод намотки широко применяют в различных областях техники для изготовления изделий, имеющих, как правило, форму тел вращения. По экспертным оценкам, показанным в таблице, намотка по сравнению с ручной укладкой обладает преимуществами по прочности, однородности и производительности. Эти параметры имеют определяющее значение при выборе технологического процесса для серийного производства особо ответственного агрегата вертолета – лопасти.
Исследования возможностей применения метода намотки для производства лонжеронов лопастей из композиционных материалов на Московском вертолетном заводе были начаты в 60-е годы по инициативе основателя фирмы МЛ. Миля. Первоначально для проведения эк спериментальных работ в этой области применялись модифицированные токарные станки. Однако вследствие низкой изгибной жесткости длинномерных оправок схема токарного станка, которая предполагает вращение оправки во время намотки для изготовления лонжеронов лопастей, оказалась малопригодной.
В связи с этим был спроектирован специализированный намоточный станок, у которого в процессе намотки оправка остается неподвижной, а намоточное устройство перемещается относительно оправки (аналогичная схема давно применяется в машинах для обмотки трубопроводов и электрических кабелей). Для исключения прогиба оправки под действием собственного веса станок был оборудован пневматическими опорами, которые автоматически поднимаются и опускаются при движении намоточного устройства. Первоначально станок был оборудован намоточным устройством с одним раскладчиком (фото 1). Позднее были разработаны модификации станка, намоточное устройство которого содержит четыре синхронно работающих раскладчика (фото 2). Намотка лонжеронов лопастей осуществляется предварительно приготовленным препрегом в виде ленты (фото 3).
Управление работой станка осуществляется системой числового программного управления. Для программирования намотки оболочек некруглого сечения (лонжероны лопастей и стабилизаторов) совместно с НИАТ были разработаны математические модели и на их основе создана специализированная система подготовки программ числового управления «Намотка».
В начале 70-х на фирме Миля были выполнены работы, в ходе которых метод намотки и метод ручной выкладки прошли сравнительную экспериментальную и производственную проверку.
Для вертолета Ми-26 были созданы лопасти несущего (диаметр – 32 метра) и рулевого (диаметр – 7,6 метра) винтов, которые до настоящего времени производятся серийно. Лонжерон лопасти несущего винта вертолета имеет поперечное сечение D-образной формы и состоит из трех цилиндрических оболочек (рис. 4). Внутренняя оболочка представляет собой стальную трубчатую балку переменного сечения с выполненными в комлевой части стыковочными проушинами. Эта балка воспринимает основную долю нагрузок лопасти и является той ее частью, которая определяет основные эксплуатационные ограничения лопасти:
– по ресурсу (усталостная прочность);
– календарному сроку службы (коррозия);
– эксплуатационным расходам (необходимы периодические осмотры).