Брусья могут иметь толщину и ширину 100–250 мм. Пиломатериалы называются планками, если имеют толщину 60–80 мм и ширину 120–160 мм.
Выход готовых пиломатериалов определяется требованиями, которые предъявляются к продукции, и способами изготовления. При необходимости получения длинномерных обрезных пиломатериалов бревна распиливают на лесопильных рамах, а если надо получить заготовки длиной не более 2–3 м, то сначала производят необрезные пиломатериалы, которые затем идут на заготовки.
Для сохранения и увеличения срока службы пиломатериалов их необходимо обрабатывать различными составами, в частности влагонепроницаемыми, огнестойкими и др.
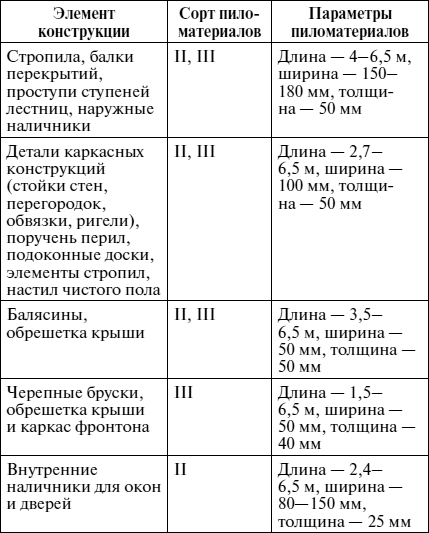
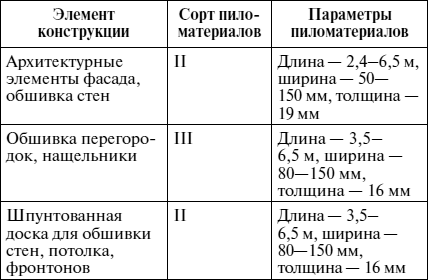
Заготовками называются пиломатериалы, «прирезанные на заданные одинарные или кратные им размеры, из древесины соответствующего качества, имеющие припуски для деления кратных заготовок на одинарные, припуски на механическую обработку и усушку». Различают заготовки пиленые, клееные, калиброванные. В зависимости от используемой древесины (хвойной или лиственной) заготовки должны соответствовать определенным требованиям, параметрам по длине, толщине, применению. Помимо сказанного, следует добавить, что для конкретных конструкций подбирают строго определенные пиломатериалы (табл. 8).
Таблица 8
ЛИСТОВЫЕ ДРЕВЕСНЫЕ МАТЕРИАЛЫ
В строительной индустрии, помимо лесо– и пиломатериалов, используются и листовые древесные материалы, к которым относятся:
1) шпон;
2) фанера;
3) столярные плиты;
4) ДСП;
5) ДВП;
6) древесные пластики.
Шпон представляет собой тонкий слой древесины, который используется для облицовки изделий из менее дорогих древесных пород. Различают строганый и лущеный шпон. Строганый шпон производят из древесины лиственных пород, как рассеянно-сосудистых (ореха, бука, тополя, березы, ольхи и др.), так и кольцесосудистых (вяза, акации, дуба и пр.), чаще всего имеющих сердцевинные лучи, которые своим блеском, цветом, узором дают эффектную текстуру при радиальном разрезе. Но, например, лиственница и ясень отличаются более красивым рисунком на тангенциальном и полурадиальном разрезах.
Лущеный шпон производят лущением, сортимент (березу, клен, ясень, дуб, бук, осину, ель, сосну и пр.) заранее прогревают в воде. Лущеный шпон идет на производство фанеры, ДВП, ДСП, столярных плит и др.
Фанеру получают путем склеивания листов лущеного шпона. В зависимости от количества слоев различают трех-, пяти– и многослойную фанеру. Листы шпона кладут таким образом, чтобы волокна были взаимно перпендикулярны друг к другу. При четном количестве листов направление волокон двух средних должно быть параллельным. Такие особенности расположения волокон древесины делают фанеру сравнительно однородной по физико-механическим характеристикам, снижают риск коробления и растрескивания в процессе использования. Кроме того, фанера, во-первых, выгодно отличается от пиломатериалов тем, что при незначительной толщине она может быть большой по площади, во-вторых, по транспортабельности она в несколько раз (в 3–4) превосходит пиломатериалы.
Фанера называется листом, если имеет толщину 1,5–1,8 мм, и фанерной плитой при толщине листа более 12 мм.
На фанеру идет древесина березы, ольхи, ели, сосны, пихты и лиственницы. Ее считают произведенной из той древесной породы, которая пошла на ее наружные слои. Фанера классифицируется на облицованную строганым шпоном, текстилем, пленками и иным; декоративную; бакелизированную; фанерные плиты и пр. Этот материал широко используется в мебельной промышленности, строительстве, судо-, вагоно– и автостроении и т. п.
Из древесины производят ориентировано-стружечные плиты (ОСП) и цементно-стружечные плиты (ЦСП), которые отличаются высокой технологичностью и универсальностью.
Столярные плиты представляют собой щиты, выполненные из реек, брусков и иного, которые с обеих сторон покрыты шпоном. Они находят применение в мебельной промышленности, строительной индустрии, при изготовлении дверей.
На плиту с каждой стороны наклеены по два слоя лущеного шпона, одинаковые по толщине и древесине, использованной для их изготовления.
Древесно-стружечные плиты (ДСП) производят из измельченных отходов лесопиления и деревообрабатывающей промышленности путем прессования. Плиты бывают одно-, трех– и многослойные, по виду обработки – шлифованные и нешлифованные. Методы производства плит – горячее плоское прессование и экструзионное прессование. Плиты могут производиться с заранее установленными параметрами – плотностью, прочностью, внешним видом. Им можно придать и особые качества, например огне– и биостойкость, гидрофобность. Плиты склеиваются по пластям и кромкам, могут покрываться лакокрасочным слоем, облицовкой из шпона, бумаги и пр.
ДСП в следующих размерах:
1) ширина – 1200–1750 мм;
2) длина – 1525–3500 мм;
3) толщина – 10–25 мм.
Применение ДСП несколько более ограниченно по сравнению с использованием ДВП, поскольку первые уступают вторым по гигроскопичности.
Древесно-волокнистые плиты (ДВП) производят из отходов деревообрабатывающей, лесной промышленности мокрым, сухим и полусухим способами. В зависимости от плотности ДВП бывают мягкими, полутвердыми, твердыми и сверхтвердыми. По физико-механическим параметрам плиты подразделяются на био-, огне– и влагостойкие, звукопоглощающие.
Ассортимент ДВП достаточно широк. Материал различен по твердости, характеру верхнего слоя и размерам (от 1220 ? 12200 ? 2,5 мм до 6100 ? 2140 ? 5 мм). ДВП прекрасно подходят для отделки лестниц, поскольку не подвержены усушке, короблению.
К категории древесных пластиков относят прессованную древесину (производят из отходов деревообрабатывающей промышленности), древесно-слоистые пластики (изготавливают из лущеного шпона, листы которого под давлением пропитываются смолой).
Древесно-слоистые пластики отличаются целым рядом положительных свойств, в частности высокой прочностью, твердостью, легкостью обработки.
Глава 3
Основы обработки древесины
Столярное и плотничное дело не относится к числу простых занятий, оно требует наличия определенных навыков и умений, а также нуждается в отведении для занятий им отдельного места. Конечно, не исключено, что некоторые мастера (наверное, есть и такие) могут создавать в полном беспорядке аккуратные и качественные изделия. Но большинство, безусловно, согласится с мнением, что хорошо устроенная и оборудованная различными инструментами (или даже станками) мастерская создает отличные условия для продуктивной деятельности.
РАБОЧЕЕ МЕСТО
Начинающий столяр или плотник может иметь несколько ручных и электрических инструментов, а также на этом этапе можно ограничиться столярным верстаком (рис. 19), установленным в хорошо освещенном помещении.
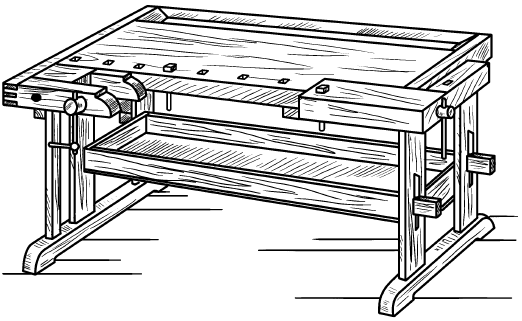
Рис. 19. Столярный верстак
Верстак имеет подверстачье, выполненное из сосновой доски, на которой лежит крышка (например, из березы), изготовленная из доски толщиной 60–80 мм и шириной примерно 300 мм и более тонкой доски шириной до 250 мм, находящейся за первой. Чтобы не допустить их смещения относительно друг друга, они фиксируются обвязкой из брусьев. Тонкая доска, будучи расположенной ниже толстой, образует лоток (по-другому его называют инструментальной доской), предназначенный для заготовок и инструмента. В целом крышка имеет следующие размеры: длина – 1200 мм, ширина – 600 мм. Наверное, можно и не говорить, что материал, из которого изготавливается крышка, должен быть сухим, в противном случае она покоробится и станет непригодной для работы.