Количество клея должно быть таким, чтобы его можно было использовать за двое суток. Хранить его следует при температуре не более 10 °C.
Чтобы приготовить казеиновый клей, в воду всыпают порошок или гранулы (соотношение клея и воды составляет 1:1,7–2,3), перемешивают до образования однородной массы сметанообразной консистенции и применяют по назначению. Полученное средство не подлежит длительному хранению, поэтому его следует израсходовать за 4–6 ч, после чего оно густеет и становится непригодным.
Клей на основе карбамидной синтетической смолы называется карбамидным, например УКС, М-60, М-70. Он применяется для склеивания деталей (заготовок) холодным способом. Предварительно его нужно смешать с отвердителем (хлористым аммонием и т. п.), количество которого должно составлять от 0,5 до 25 весовых частей относительно веса смолы. Поскольку жидкие карбамидные смолы долго не хранятся, они продаются в сухом виде. Такой клей не предназначен для соединения элементов изделий, которые подвергаются переменным нагрузкам (например, для стульев и др.), так как дает хрупкий клеевой слой. Но его можно улучшить, если ввести поливинилацетатный клей (примерно 15–25 частей).
Поливинилацетатная дисперсия – это водный состав, в котором равномерно распределены частицы полимера. Ее недостатками являются низкие водо– и теплостойкость, поэтому клеевое соединение при повышенной влажности и температуре более 70 °C резко теряет свою прочность. Если в дисперсию добавить карбамидный клей (4–6 весовых частей), то ее характеристики можно улучшить.
Для склеивания деталей хорошо зарекомендовал себя эпоксидный клей, относящийся к двухкомпонентным средствам и пригодный практически для всех мебельных соединений. Но он является достаточно дорогостоящим.
При соединении клей нужно наносить кистью на одну из поверхностей, хотя есть и исключения из этого правила, в частности им могут смазываться обе торцевые поверхности, если они сильно впитывают клеевой состав.
Неразъемные включают шиповые соединения, основными элементами которых являются:
1) шип. Так называется выступ, которым оканчивается деталь (он может иметь разные размеры и форму). Шип фиксирует детали после того, как он вставлен в гнездо, проушину или шпунт, которым он должен соответствовать по своим параметрам;
2) проушина – отверстие на конце детали, которое открыто с 2–3 сторон;
3) гнездо, представляющее собой углубление в детали;
4) гребень, то есть выступающая часть детали, которая по форме и размеру идентична шпунту;
5) шпунт (паз), представляющий собой углубление, которое проходит по всей длине детали.
При изготовлении мебели прибегают к шиповым клеевым соединениям. Шипы различаются по форме и конструкции. По первому признаку они бывают плоскими, трапециевидными и круглыми, а по второму – цельными (изготавливаются вместе с деталью) и вставными (выполняются отдельно).
Переход от бруска непосредственно к телу шипа имеет форму уступа и называется заплечиками, а плоскости боковых граней шипа – щечками. Промежуток от торцевой грани шипа до заплечиков – это длина шипа, толщиной является расстояние между щечками, а шириной – поперечный размер щечки.
Вставные шипы разделяются на две группы:
1) шканты (имеют круглую форму);
2) рейки (плоские шипы, проходящие по всей длине соединяемых деталей).
Описанное выше показано на рис. 71.
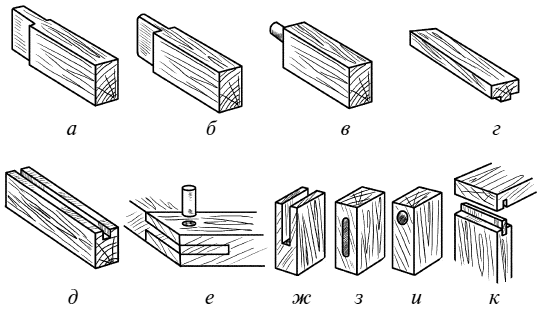
Рис. 71. Основные элементы шиповых соединений: а, б – плоские шипы; в – круглый шип; г – гребень; д – шпунт; е – шкант; ж – проушина; з – гнездо для плоского шипа; и – гнездо для круглого шипа; к – рейка
Прежде чем начать выполнять шипы, пазы и т. д., надо подготовить детали по длине, обработать торцевые стороны и проверить заготовки на наличие дефектов.
Шиповые соединения регламентируются ГОСТом 9330-76 и подразделяются на:
1) открытые, при которых в соединениях видна поверхность верхней грани шипа;
2) сквозные, при которых торец шипа выходит на видимую поверхность торцевой гранью;
3) с полупотемком, при котором верхняя грань шипа видна только частично;
4) с потемком, то есть все боковые грани шипа не видны после выполнения соединения;
5) «на ус» – соединение, при котором грани фиксируемых брусков срезаны под углом в 45°.
Кроме того, шиповые соединения бывают угловыми, по длине и кромкам. Угловые соединения делятся на концевые, срединные и ящичные. Все они используются для соединения деталей объемных конструкций, например ящиков.
Угловые концевые соединения представлены на рис. 72. Наиболее прочными из них являются соединение на открытый сквозной одинарный прямой шип и соединение «на ус». Толщина одинарного шипа должна составлять 0,4 толщины бруска.
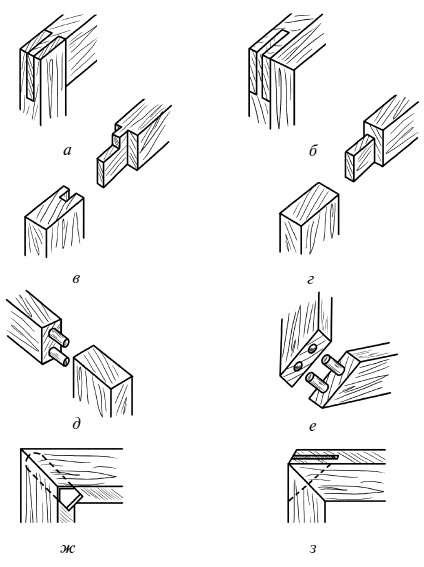
Рис. 72. Разновидности угловых концевых соединений на шип: а – открытый сквозной одинарный; б – открытый сквозной одинарный «на ус»; в – с полупотемком несквозной; г – с потемком несквозной; д – шканты несквозные; е – шканты несквозные «на ус»; ж – вставной плоский несквозной; з – вставной плоский сквозной
Чтобы при сборке изделия не допустить выворачивания брусков в соединении, используются соединение на шип с полупотемком (несквозной и сквозной) или с потемком (несквозной и сквозной). При необходимости скрыть торец шипа применяются соединения с несквозным шипом. При этом следует соблюсти следующие размеры:
1) ширина шипа должна составлять 0,6–0,7 ширины бруска;
2) длина несквозных шипов – 0,5–0,8 ширины бруска;
3) длина полупотемка – 0,3–0,5 длины шипа.
По сравнению с соединением на открытый прямой шип соединения на шканты (несквозные, сквозные под прямым углом, несквозные «на ус») менее прочные. Однако они чаще используются при изготовлении мебели, поскольку являются менее трудоемкими, чем другие шиповые соединения, и более экономичными в плане расхода древесины (примерно до 10 %). Обычно мебель не испытывает таких нагрузок, которые могли бы разрушить данное соединение. Поскольку она чаще всего изготавливается из ДСП, выполнение в которых шипов и проушин весьма проблематично вследствие особенностей структуры материала, шкантовые соединения обеспечивают соответствующую прочность.
При изготовлении шкантов также необходимо придерживаться определенных параметров:
1) диаметр шканта должен составлять 0,4 толщины бруска;
2) длина шканта должна быть в 2,5–6 раз больше его диаметра;
3) расстояние между шкантами и от края бруска до шканта составляет 2–3 диаметра шканта.
Если используется соединение под углом в 90°, чтобы прочность в торце и кромке сопрягаемых брусков была равной, в них запрессовывают шканты: в торец на глубину 0,55 длины, в кромку – на 0,45 длины шканта. Например, длина шканта составляет 50 мм, тогда в торец его запрессовывают на глубину 27,5 мм (50 ? 0,55), а в кромку – на 22,5 мм (50 ? 0,45).
Клеевое соединение на шкантах определяется их конструкцией (рис. 73).
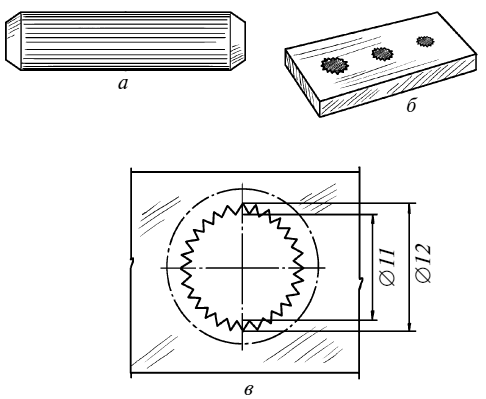
Рис. 73. Конструкция шканта: а – шкант; б – калибр; в – схема изготовления калибра
Для них используют древесину твердых лиственных пород, из которой делают заготовки цилиндрической формы с рифленой поверхностью (это необходимо для того, чтобы с них не стекал клей). С торцевых сторон шкантов сняты фаски. Для выполнения рифления разработаны специальные калибры в виде стальной пластины, в которой проделаны четыре конусных отверстия, диаметр которых на 0,5 мм меньше, чем диаметр шканта. Верхняя образующая конусного отверстия снабжена зубьями высотой 0,5 мм, которые сделаны надфилем. Заготовку нужно вставить в отверстие калибра и ударить молотком. После прохода через калибр на ее поверхности остается рифление.