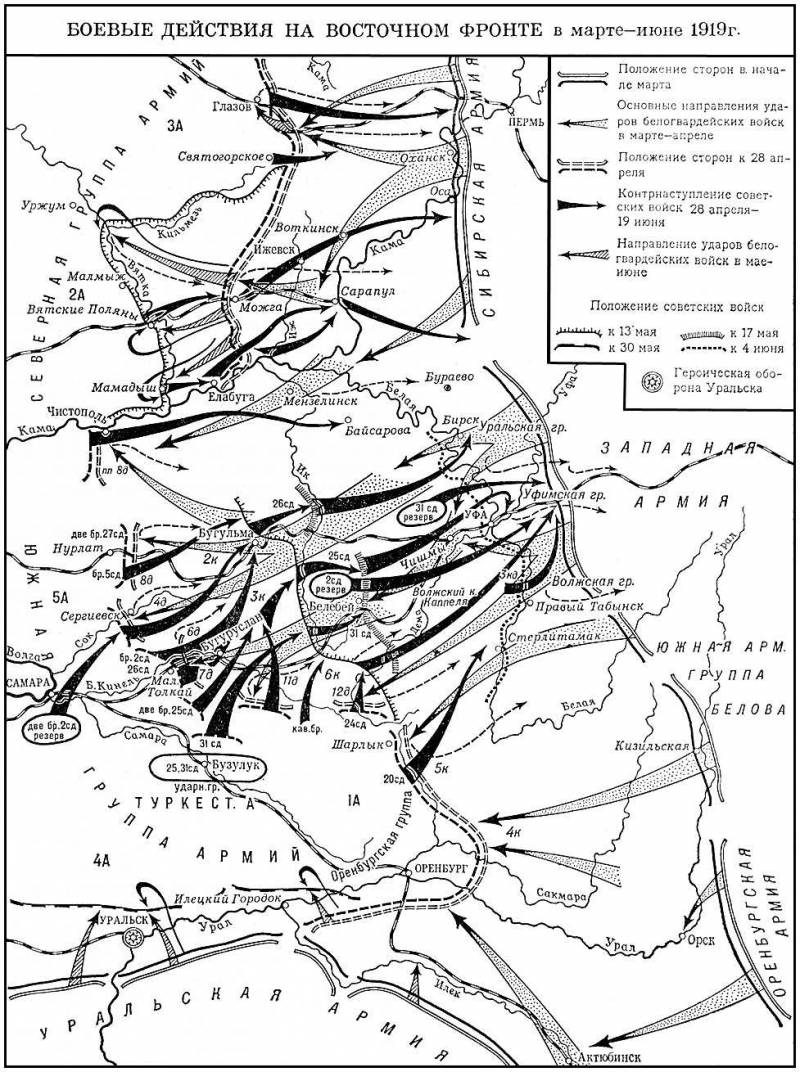
Боевые действия на Восточном фронте в марте — июне 1919 г.
Контрнаступление под Курском 1943
Контрнаступле'ние под Ку'рском 1943, наступательные боевые действия советских войск с 12 июля по 23 августа 1943 по разгрому немецко-фашистской группировки войск в ходе Курской битвы 1943 .
Контрнаступление под Москвой 1941-42
Контрнаступле'ние под Москво'й 1941—42, наступательные боевые действия советских войск с 5—6 декабря 1941 по 20 апреля 1942 по разгрому немецко-фашистской группировки войск в ходе Московской битвы 1941—42 .
Контрнаступление под Сталинградом 1942-43
Контрнаступле'ние под Сталингра'дом 1942—43, наступательные боевые действия советских войск с 19 ноября1942 по 2 февраля 1943 по разгрому немецко-фашистских группировки войск в ходе Сталинградской битвы 1942—43 .
Контроверза
Контрове'рза, контроверса (франц. controverse, от лат. controversia — спор), разногласие, расхождение, спор; спорный вопрос.
Контроктава
Контрокта'ва (от контр ... и октава ), в музыке один из участков звуковой шкалы. См. Октава .
Контролирующая обучающая машина
Контроли'рующая обуча'ющая маши'на, устройство, посредством которого проверяют знания учащихся либо контролируют процесс усвоения ими определённого задания. См. Обучающая машина .
Контроллер
Контро'ллер (англ. controller, буквально — управитель), электрический аппарат низкого напряжения, предназначенный для пуска, регулирования скорости, реверсирования и электрического торможения электродвигателей постоянного и переменного тока. Посредством К. изменяют электрическое сопротивление в цепи управления, схемы соединений силовых цепей и цепей возбуждения электродвигателей. Управление К. производится обычно вручную рукояткой или маховичком; для дистанционного управления применяют сервомоторы. Конструктивно К. представляют собой многоступенчатые плоские, барабанные или кулачковые контактные переключатели. Плоские К. применяют главным образом там, где требуется большое число ступеней переключения, — для пуска и регулирования электродвигателей мощностью до 30—40 квт. Барабанные К. чаще других применяют для непосредственного управления электродвигателями мощностью 45 квт постоянного и 75 квт переменного тока. При вращении барабана медные сегментные контакты соприкасаются с неподвижными, образуя различные схемы соединения в цепях управления электродвигателя. Для управления более мощными электродвигателями с большим числом включений (до 600 в час) более надёжными оказываются кулачковые К. с перекатывающимися контактами, которые по сравнению со скользящими имеют значительно большую износостойкость.
Лит.: Бабиков М. А., Электрические аппараты, ч. 2, М.— Л., 1956; Чунихин А. А., Электрические аппараты, М., 1967.
В. К. Иванов.
Контроль
Контро'ль (франц. controle, от contrerole — список, ведущийся в двух экземплярах), проверка чего-либо, например выполнения законов, планов, решений (см. Государственный контроль ). К. в технике см. Контроль автоматический , Контроль активный .
Контроль автоматический
Контро'ль автомати'ческий в машиностроении, процесс контроля размеров деталей машин, при котором действия оператора полностью или частично заменены действиями механизмов измерительных устройств. Цель К. а. — сокращение времени, затрачиваемого на контроль, устранение субъективности оценки качества. Основная операции К. а.: загрузка деталей, установка их на контрольные позиции, контроль и разделение деталей на годные и бракованные. По степени автоматизации различают К. а., осуществляемый автоматами (процесс автоматизирован полностью), полуавтоматами (автоматизирована одна или несколько операций), контрольными приспособлениями. К. а. применяют для измерения одного параметра и одновременной или последовательной проверки нескольких параметров одной детали. Иногда к К. а. относят контроль активный . По назначению (в зависимости от числа групп деталей после контроля) различают две группы К. а. К первой группе относят К. а., при котором в пределах допуска выделяется только одна группа годных деталей, остальные детали (одна или две группы) — бракованные. Из бракованных выделяют детали, которые можно исправить (например, диаметр вала больше допустимого) и которые нельзя исправить (например, диаметр вала меньше допустимого). Такой контроль обычно осуществляют на контрольных автоматах или полуавтоматах, основное назначение которых — приёмка готовой продукции вместо оператора-контролёра. Ко второй группе относят К. а., при котором в пределах допуска выделяют несколько групп годных деталей, используемых при селективной сборке машин . Для такого контроля предназначаются контрольные автоматы или полуавтоматы; их основное назначение — облегчение технологического процесса изготовления. К. а., при котором осуществляют только рассортировку деталей на годные и бракованные, часто называют пассивным в отличие от активного контроля, который влияет на изменение режимов обработки или определяет конец обработки.
Наибольшее распространение имеет К. а. второй группы, т. к. он позволяет упростить процесс изготовления деталей и удешевить производство. Это достигают изготовлением деталей по расширенным допускам, а точное сопряжение деталей при сборке обеспечивают соединением деталей из соответствующих размерных групп. Такой К. а. характерен для массового производства, когда оказывается экономически нецелесообразным изготовлять детали с малыми допусками (подшипниковая, автотракторная и некоторые др. отрасли промышленности). К. а. первой группы распространён меньше, т. к. предусматривает проверку всех изделий, что часто является экономически нецелесообразным и технически необоснованным. Однако этот вид К. а. эффективен в некоторых случаях, например при неустойчивом технологическом процессе, который практически не поддаётся регулированию, поэтому возможно появление брака в любой момент обработки, и в др. случаях.
К. а. осуществляется различными контрольно-измерительными средствами , выбор которых определяется номенклатурой проверяемых изделий и требованиями технологии. Экономическая эффективность К. а. зависит от конкретных условий производства. При стабильном и хорошо налаженном технологическом процессе требуется только выборочный контроль изделий через заданный промежуток времени или после изготовления партии деталей. Наиболее эффективно при К. а. применение приборов активного контроля, средств измерений, которые могут работать со счётно-решающими устройствами, выдающими усреднённые показатели состояния технологического процесса за определённый промежуток времени, а также измерительных устройств с периодической самопроверкой и корректировкой точности.